
Причины поломок сварочных инверторов и их устранение
Основы ремонта сварочных инверторов своими силами. Главные причины неисправностей и их проявления в работе. Порядок действий при возникновении проблем. Куда смотреть и как ремонтировать, об этом далее.
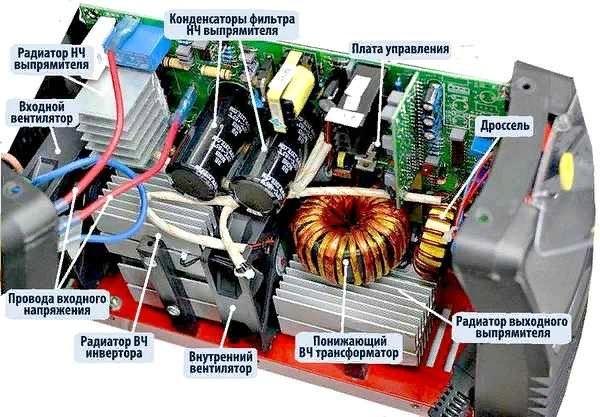
Для ремонта сварочного инвертора своими руками требуется совсем немного: некоторые познания в электротехнике, элементарные радиолюбительские навыки, обычный мультиметр и паяльник, пригодный для пайки печатных плат. Дополнительным стимулом к принятию решения о самостоятельном ремонте станет результат изучения прейскурантов сервисных предприятий, особенно если сварочный аппарат стоит меньше десяти тысяч рублей. Для того чтобы понять принцип работы и устройство сварочного инвертора, достаточно популярной литературы, которая в изобилии присутствует в интернете. Облегчает задачу и тот факт, что внутренняя компоновка и состав основных модулей у всех аппаратов бытового назначения практически одинаковы (см. рис. ниже).

Основные причины выхода из строя инверторов и их проявление
Главными причинами выхода из строя сварочных инверторов являются нарушения правил их эксплуатации. О рабочих режимах и особенностях технического обслуживания конкретного аппарата можно узнать из его паспорта, в целом приводится примерно одинаковый перечень мероприятий:
- ежедневный внешний осмотр основного блока и кабелей;
- периодическая внутренняя чистка аппарата сжатым воздухом;
- плановая проверка, зачистка, протяжка и ремонт соединений внутренних силовых контактов;
- измерение сопротивления изоляции и проверка цепей защитного заземления.
Основные факторы, воздействие которых становится причиной неисправности инвертора:
- Резкие изменения входного напряжения. Его падение ведет к нарушению стабильности и прекращению работы инвертора, то значительное превышение может вызвать выход из строя элементов входного выпрямителя.
- Минеральная пыль. Покрывает поверхности внутренних деталей аппарата и забивает ребристые поверхности радиаторов охлаждения диодов и транзисторов. Это приводит к нарушению теплового режима и может вызвать выход из строя отдельных элементов.
- Металлическая пыль и мелкая стружка. Попадает внутрь инвертора через входной вентилятор в том случае, если рядом с ним выполняются работы болгарками, шлифмашинками и пр. Может вызвать внутреннее короткое замыкание.
- Вода и повышенная влажность. Вызывает окисление проводов и контактов, может привести к короткому замыканию.
- Наружные механические повреждения. Иногда служат причиной выхода из строя органов управления и внутренних конструктивных элементов, на которых крепятся электронные компоненты.

Далее описаны основные нарушения в работе инверторов и их причины.
Нестабильность дуги, разбрызгивание металла
При значительных колебаниях входного напряжения или некорректной работе системы управления инвертора происходят скачкообразные изменения сварочного тока, что приводит к нестабильности дуги. В этом случае в первую очередь необходимо проверить напряжение сети. Если оно в норме, а колебания продолжаются, следует произвести внутреннюю диагностику инвертора.
Разбрызгивание металла при сварке, как правило, является следствием неправильного выбора тока сварки. Причиной этого может быть как человеческий фактор, так и неисправность регулятора тока или системы управления.
Инвертор не включается
У этого явления может быть несколько причин:
- плохой контакт зажима кабеля «массы»;
- слишком низкое входное напряжение;
- выключился входной автомат (причиной этого может быть внутреннее короткое замыкание);
- сработала тепловая защита.
В последнем случае необходимо дождаться остывания аппарата и попробовать включить его заново. Если защита срабатывает повторно, то инвертору требуется техобслуживание или ремонт.
Перегрев инвертора
Основной причиной перегрева инвертора является нарушение тепловых режимов из-за большого количества пыли во внутреннем пространстве аппарата. Пыль выступает в роли теплоизоляции, покрывая поверхности охлаждаемых потоком воздуха компонентов, и не позволяет нормально работать вентиляторам. При постоянном перегреве, прежде чем заводить речь о диагностике и ремонте, необходимо тщательно и очень аккуратно очистить все внутренние модули сжатым воздухом. Другой причиной перегрева инвертора является несоблюдение рекомендуемой величины параметра ПВ (продолжительность включения).

Повышенное энергопотребление
Повышенное энергопотребление на холостом ходу при нормативном значении входного напряжения сети, как правило, связано с коротким замыканием между витками одной из обмоток высокочастотного трансформатора. Внешне такая неисправность выглядит как подгорание изоляции вокруг его токоведущих частей и чаще всего сопровождается падением величины напряжения холостого хода (иногда в два-три раза). Самому снять, разобрать и осмотреть трансформатор несложно, а вот его ремонт лучше все-таки поручить тому, кто в этом хорошо разбирается.
Прикипание электрода к металлу
Если в процессе сварки электрод прикипает, скорее всего, это вызвано неправильным подбором технологических параметров и плохой подготовкой свариваемых поверхностей. Кроме того, для предупреждения такого явления все современные инверторы оснащены автоматической функцией Anti-Stick. Когда значение сварочного тока соответствует диаметру электрода и толщине свариваемого метала, а зона сварки разделана и зачищена надлежащим образом, причиной прикипания (залипания) может быть периодическое снижение напряжения как со стороны электросети, так и непосредственно в цепи сварки.
В первом случае необходимо стабилизировать сетевое питание или же использовать инвертор с возможностью работы при пониженном напряжении. Со стороны сварочной цепи должна производиться периодическая зачистка контактов и проверка их надежности. Кроме того, падение напряжение может быть вызвано применением кабелей, длина и сечение которых не соответствуют нормативным требованиям.
Невозможность регулировки тока
В первую очередь речь может идти о неисправности индикатора, отображающего величину тока. Также одна из самых распространенных причин — обрыв провода, поломка или внутренний износ потенциометра, которым задается значение сварочного тока. Если все это в порядке, то проблема может быть в неисправности системы управления инвертора. Разобраться в ней и выполнить такой ремонт может только опытный специалист.

Самопроизвольное отключение
Причинами внезапных отключений сварочного инвертора могут быть резкие скачки напряжения питающей электросети, неисправность входного автомата и срабатывание температурной защиты. В первом случае необходимо каким-либо образом стабилизировать входное напряжение или использовать аппарат, предназначенный для работы в таком диапазоне. При частом срабатывании температурной защиты необходимо произвести внутреннюю очистку от пыли и проверить соблюдение рекомендаций производителя по длительности непрерывной работы. Проверить исправность входного автомата можно без сложного ремонта, временно подключив вместо него заведомо исправное устройство.
Порядок действий при ремонте аппаратов
Выход и строя сварочного инвертора может произойти как вследствие серьезной поломки, так и по причине незначительной неисправности. Прежде чем обращаться в сервисный центр или к знакомому мастеру, имеет смысл рассмотреть вариант ремонта своими руками, особенно если у владельца есть профильное образование или радиолюбительские навыки. Инвертор следует разобрать, почистить и внимательно осмотреть изнутри, т. к. проблема может заключаться в избытке пыли или каком-либо отвалившемся проводке, и никакого серьезного ремонта на самом деле не нужно.
Если принято решение осуществить самостоятельный ремонт, то необходим следующий минимальный набор инструментов:
- Цифровой мультиметр. Самый обычный, функция «проверка диода» необязательна, т. к. все полупроводники можно проверять в режиме замера сопротивления.
- Паяльник с принадлежностями. Лучше паяльная станция, но можно обойтись паяльником с тонким жалом на 40–60 Вт.
- Отвертки, пассатижи, кусачки, пинцет.

Очень часто пишут, что для проверки состояния инверторного аппарата обязательно нужен осциллограф. Но это другой уровень знаний и навыков с другими рекомендациями по поиску неисправностей. Наши же действия по диагностике и ремонту инвертора ограничатся визуальным осмотром, прозвонкой, элементарными замерами состояния основных элементов электронной схемы инвертора и их заменой в случае неисправности. Если все это не принесет результата, то необходимо обратиться к профильным специалистам.
Порядок действий на первом этапе таков:
- Снять корпус и очистить инвертор от пыли сжатым воздухом. Давление подобрать так, чтобы не повредить печатные платы и электронные компоненты.
- Проверить состояние лопастей вентиляторов и легкость их вращения. При обнаружении проблем — заменить на новые. Проверить надежность подсоединения всех проводов и разъемов.
- Проверить подключение и состояние потенциометра регулировки сварочного тока. В случае неисправности — ремонт или замена.
- Осмотреть на предмет подгорания обмотки трансформаторов и дросселей. При наличии дефектов — демонтировать и отдать на проверку или сразу в перемотку.
- Проверить элементы силовой цепи (конденсаторы, зарядный резистор, диоды, транзисторы) на наличие повреждений внешнего корпуса. При обнаружении дефектов заменить такими же или аналогами.
- Произвести внешний осмотр печатной платы системы управления. Если есть поврежденные элементы, то аккуратно их выпаять и заменить на новые (если никогда не паяли печатные платы, то лучше этим не заниматься, а сразу обратиться к специалистам).
Если после внешнего осмотра и устранения обнаруженных неполадок инвертор не включается или работает некорректно, необходимо диагностировать отдельные цепи и силовые элементы (см. далее).
Диагностика инвертора
Проверка полупроводниковых электронных компонентов выполняется путем замера сопротивления на их выводах со сменой полярности мультиметра. В одном случае оно должно быть близко к нулю, во другом — бесконечно большим.
Перед тем как приступить к диагностике инвертора, необходимо включить последовательно с ним лампочку накаливания 100÷150 Вт, которая будет стабилизировать ток и послужит защитой от короткого замыкания. Кроме того, по свечению лампочки можно судить о рабочем состоянии конденсаторов и силовых транзисторов.
Диагностику инвертора проводим в следующей последовательности:
- Проверка силовых диодов выходного выпрямителя. Замеряем мультиметром сопротивление на выходных клеммах инвертора. В одну сторону должен быть ноль, в другую – бесконечность. Если это не так, то переходим к ремонту: определяем неисправный диод и заменяем его.
- Проверка силовых транзисторов ВЧ-преобразователя. Вначале необходимо определить тип расположения выводов транзисторов. Делаем замер на «пробой», меняя полярность между затвором и двумя другими выводами. Если в обе стороны ноль, то транзистор неисправен и подлежит замене.
- Проверка диодов НЧ-выпрямителя. Здесь диоды включены по мостовой схеме, поэтому вначале нужно определить четыре контактные точки. При нуле в обе стороны диод подлежит замене.
- При исправности всех силовых полупроводников приборов можно подсоединить инвертор к сети. При этом включенная последовательно с ним лампочка сначала вспыхнет на несколько секунд, а затем по мере заряда конденсаторов НЧ-выпрямителя начнет заметно тускнеть. Если хотя бы один из транзисторов ВЧ-преобразователя пробит, лампочка будет гореть полным накалом.
- Затем инвертор можно несколько раз включить и выключить клавишей на лицевой панели. После этого необходимо замерить напряжение холостого хода в нескольких положениях регулятора тока (оно будет несколько меньше номинального).

Перед тем как ремонтировать сварочный инвертор, его необходимо отключить от электросети. Схему с лампочкой можно использовать только на холостом ходу. Проверку аппарата под нагрузкой лучше всего производить с балластным реостатом.
Замена транзисторов
При ремонте сварочного инвертора, возможно, придется заменять транзисторы, стабилитроны, резисторы и другие электронные детали. Для этого необходимо обладать некоторыми навыками по пайке подобных изделий. При замене транзисторов (IGBT и MOSFET) необходимо помнить, что они могут выйти из строя под воздействием статического электричества. Работать с ними рекомендуется на антистатических поверхностях и в браслетах для защиты от статики. На самом деле мало кто полностью следует этим предписаниям, но знать о них все же необходимо.
Для того чтобы заменить силовой транзистор, необходимо выкрутить винт, которым он прижимается к радиатору, отделить его корпус от поверхности, а затем аккуратно выпаять. Установка нового транзистора производится в обратном порядке, перед тем как прижать его винтом к радиатору, нужно нанести на место контакта тонкий слой теплоотводящей пасты.
Ремонт выпрямителей
В составе инвертора присутствуют три выпрямителя: однополупериодный выходной и два мостовых: входной и внутреннего питания («дежурка»). Первый имеет в своем составе два диода и проверяется мультиметром через входные клеммы инвертора, а мостовые — по четырем точкам (на разъемах или плате). При ремонте выпрямителей чаще всего заменяются диоды, конденсаторы и балластные резисторы. Специальных мер предосторожности при пайке этих элементов нет, хотя при замене деталей внутреннего источника питания нужно быть предельно внимательным: они установлены на печатной плате. Диоды входного и выходного выпрямителей крепятся на радиаторы. При установке нового элемента перед фиксацией его прижимным винтом нужно обязательно воспользоваться теплоотводящей пастой.
Диагностика конденсаторов
Основные причины выхода из строя электролитических конденсаторов — это механические повреждения, значительные превышения номинального напряжения, нарушение внутренних контактов и старение. В первых двух случаях неисправности можно обнаружить визуально, при этом на торцы большинства моделей электролитических конденсаторов нанесены специальные насечки, которые приподнимаются или раскрываются при «взрыве» электролита (см. фото ниже).

Скрытые неисправности достаточно просто обнаруживаются прибором с функцией измерения емкости или же обычным мультиметром. В последнем случае предварительно разряженный конденсатор сначала показывает небольшое сопротивление, которое по мере его заряда от источника мультиметра возрастает вплоть до бесконечности. При замере на контактах неисправного конденсатора прибор показывает либо обрыв, либо какое-нибудь постоянное сопротивление.
Ремонт платы управления
Если простая диагностика мультиметром и последовавший за ней ремонт не дали нужного результата, то источником проблем, скорее всего, является плата управления. Без осциллографа здесь можно проверить только значения напряжений в обозначенных на схеме контактных точках платы, а также замерить питающие напряжения и прозвонить полупроводниковые приборы (которые, скорее всего, придется выпаивать). Кроме того, для ремонта платы управления необходимы хорошие знания радиоэлектроники и умение разбираться в схемах электронных приборов. Тому, кто не обладает такой квалификацией, остается один путь — в сервисный центр или к специалисту с хорошей репутацией.
Нам кажется, что в этой статье перечислены все возможные действия по диагностике неисправностей инвертора с использованием мультиметра. Если мы пропустили какие-то важные моменты, напишите об этом в комментариях и расскажите о своем опыте ремонта инверторного аппарата.
PS. Опытное и серийное изготовление печатных плат с гарантией, можно посмотреть по этой ссылке.
Основные поломки сварочных аппаратов и способы их устранения
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности

Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.

При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.

К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.

Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.

Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.

Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Основные неисправности сварочных инверторов и методы их устранения

Оборудование
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.

Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.

Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.

Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.
Рекомендации по самостоятельному ремонту

Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Ремонт сварочных инверторов своими руками

Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту. К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети. При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.

В результате этого происходит срабатывания защиты: срабатывает автомат через определенное время из-за нагрева или сгорают предохранители на пробках. Если поставить автомат защиты с большим значением или использовать «жучок» (шунтирование предохранителя медным проводом большего диаметра), то вероятность возгорания проводки возрастает.
Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства. Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.

Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).
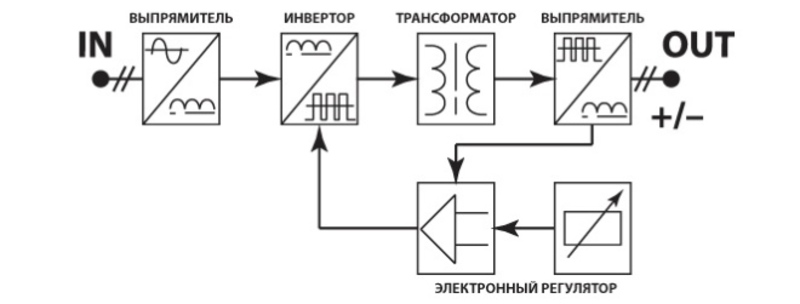
Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении. В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора. Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника. Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
- Первичный источник питания (сетевое U и ток): 157.275 В и 20.30 А.
- Параметры U холостого хода: 70.85 В.
- U при формировании дуги: 22.35 В.
- Диапазон выставления тока сварки: 20.300 А.
- Время нагрузки при максимальном I сварки:5.10 мин.
- Типы электродов: «1», «2», «3», «4», «5», «6».
- Значение средней массы: 5.7 кг.
Ремонт аппаратов инверторной сварки

Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки

Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
- Отсутствие сетевого питания инвертора (инвертор «отказывается» включаться).
- Влажность корпуса.
- Пыль внутри инверторного аппарата.
- Нестабильная дуга.
- Отсутствие полной мощности аппарата.
- Залипание электрода.
- Ослабление креплений.
- Разбрызгивание металла.
Отсутствие сетевого питания возможно по нескольким причинам: отсутствие U, дефект кабеля питания инвертора, сгорание предохранителя. Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты. Например, при отсутствии питающего U нужно произвести замер вольтметром в розетке. При обрыве сетевого кабеля нужно его прозвонить, найти проблемный участок и заменить его. Если произошло сгорание предохранителя, то следует его поменять на исправный (нельзя ставить «жучок», так как это может привести к окончательному выходу из строя).
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.

При нестабильной дуге и разбрызгивании металла следует проверить ток сварки. В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока. Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3». Алгоритм расчета следующий:
- Максимальный ток сварки: Iсв = 3 * 40 = 120 А.
- Ток для 2 мм металла: I = Iсв — 2 * 5 = 120 — 10 = 110 А.
Этот алгоритм используется при нормальном сетевом U (210.225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
Для ремонта нужны знания в области электротехники, контрольно-измерительные приборы (мультиметр и осциллограф), схема инвертора (схема 1) и немного уверенности в своих силах. «Слабым местом» сварочника инверторного типа являются плата управления и БП. Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.
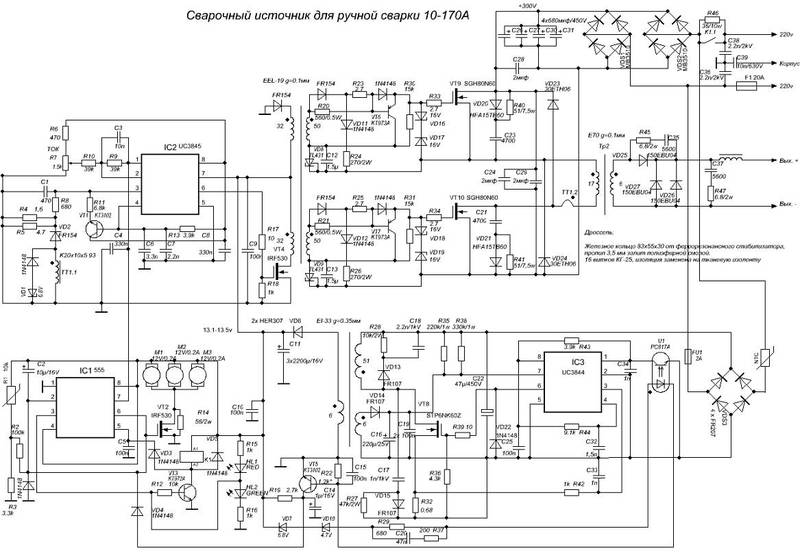
Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | ||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.

Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью. Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.
Для этого нужно понять причину, разобрать и внимательно осмотреть все соединения, радиодетали (подгоревшие резисторы, «вздувшиеся» электролитические конденсаторы и так далее). Кроме того, нужно следить за правильной эксплуатацией и производить периодически техосмотр аппарата. Эти меры предосторожности позволят существенно увеличить срок службы сварочника.
Ремонт и доработки сварочных инверторов своими руками
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.

Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
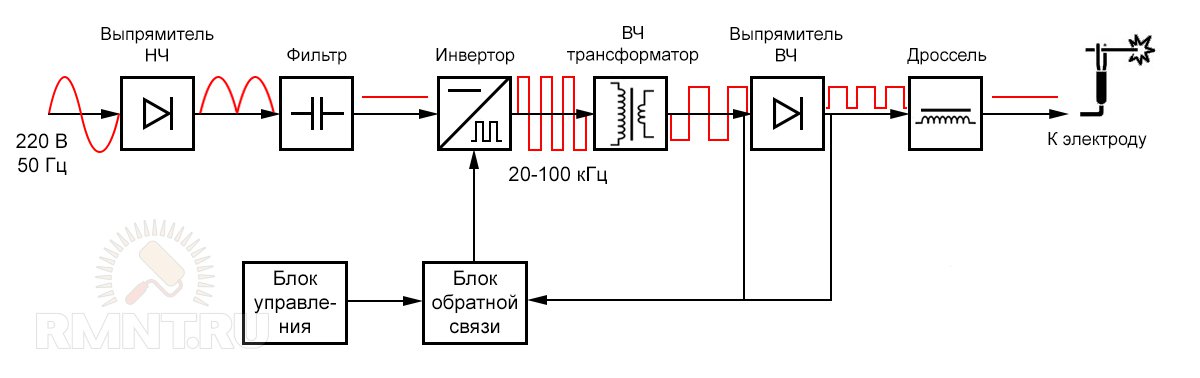
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор.
Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
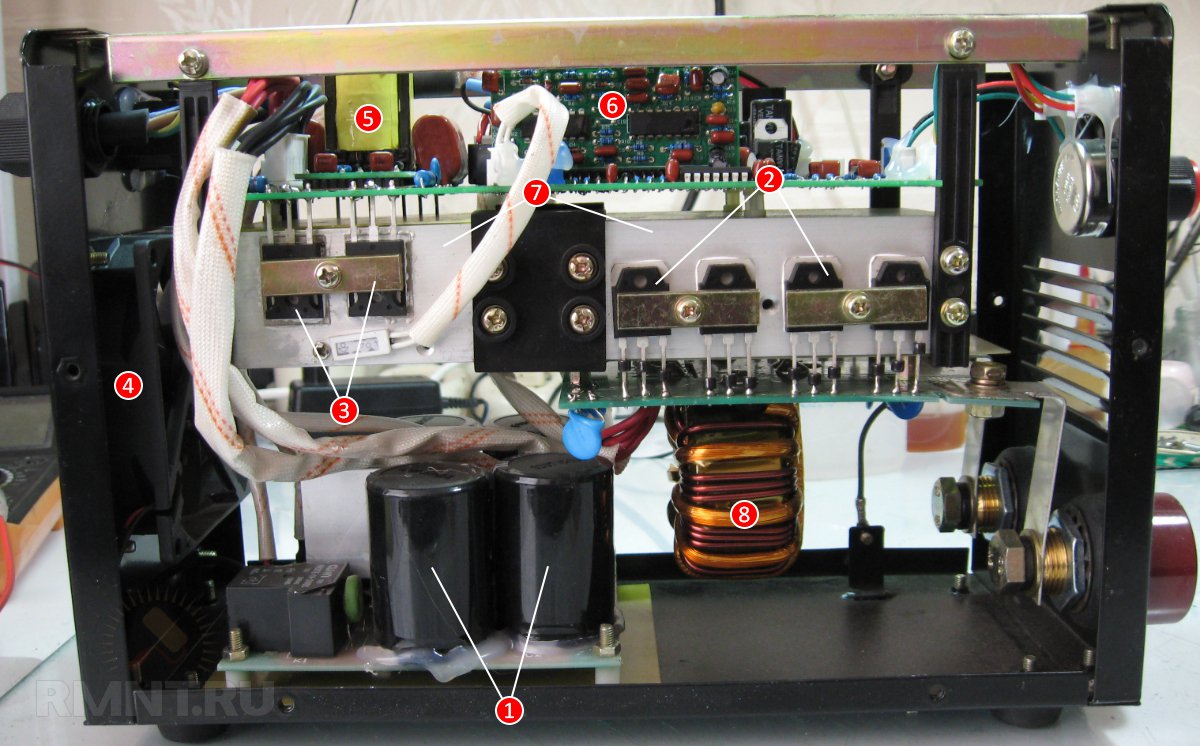
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
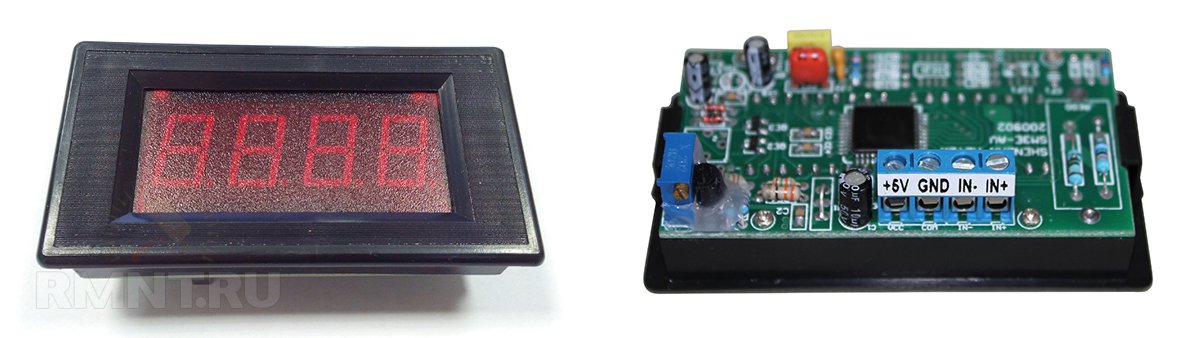
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Ремонт и доработки сварочных инверторов своими руками
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.

Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».

Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор. Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.

Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.

Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.

В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

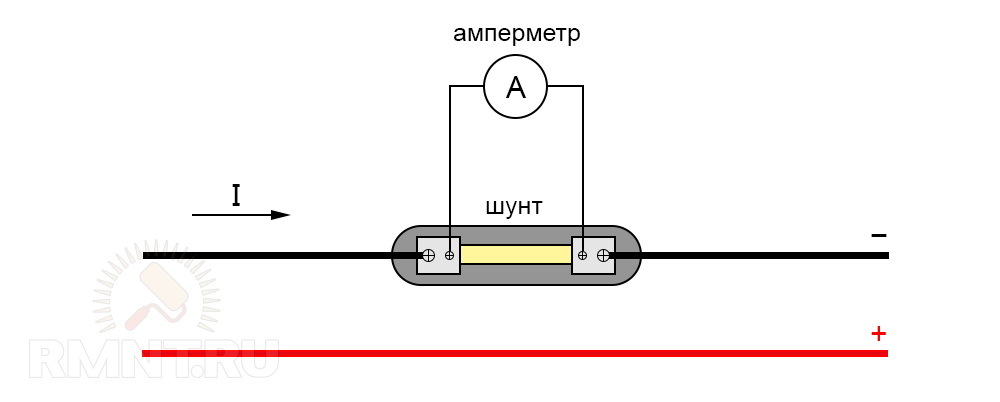
Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.

Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
